


A continuación, pasamos a describir los condicionantes que ha de cumplir la planificación de los turnos, que atienden por un lado a unas necesidades de **personal mínimas y máximas por línea**, y a los condicionantes legales impuestos por la legislación vigente y/o los convenios específicos por otro:
1. Alcance de la planificación: Se desea hacer una planificación anual completa.
2. Horas al año: Todos los trabajadores deben cumplir con una planificación de 1952 horas anuales (1784 horas anuales, que sumando horas extra y complementarias alcanzan las 1952).
3. Vacaciones: Los días de vacaciones son un dato en el modelado y ya están registradas para todos los trabajadores.
4. Festivos: Los días festivos no se planifican porque no trabajan en festivos, y cuando lo hacen se registran como horas extra. Estos días no cuentan como descansos.
5. Días de Reserva: Hay unos días preestablecidos que ni se asignan, ni se computan como días trabajados. Se reservan para que los trabajadores sepan que esos días, según la necesidad de producción, podrían ser llamados a hacer horas extra. Los días de reserva sí cuentan como descanso y puede haber cambio de turnos tras esos días.
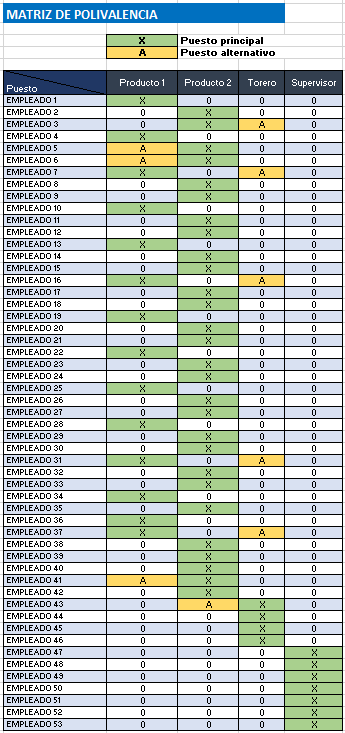
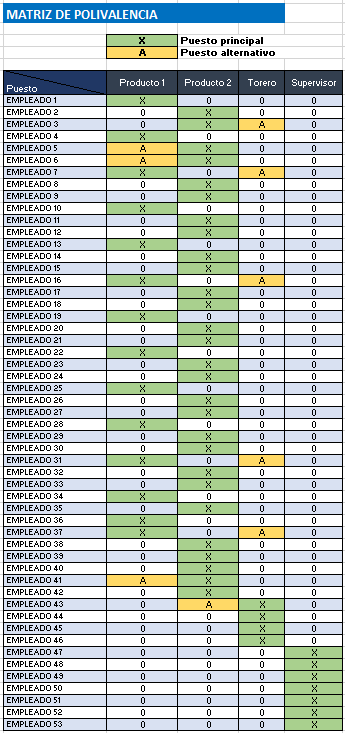
6. Especialidades: Como comentamos previamente, algunos trabajadores tienen polivalencias y pueden hacer turnos en otra localización diferente a la que tienen por defecto, que constituyen puestos alternativos, tal y como se muestra en la tabla matriz de polivalencias. Estas polivalencias se tienen en cuenta para la planificación para tratar de asignar la tarea preferente y en su defecto la alternativaen caso de que sea necesario por las necesidades del servicio.
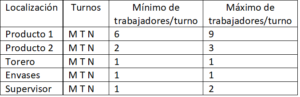
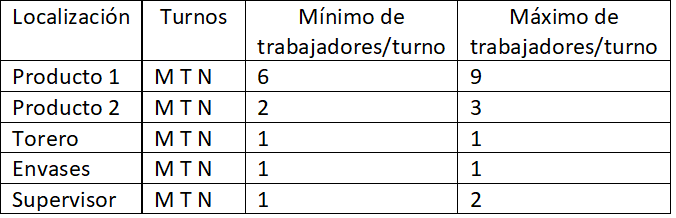
7. Demandas por localización y especialidad: Para cada una de las localizaciones o tipos de tareas y para cada turno, tienen que tener un mínimo y un máximo de trabajadores para cubrir las necesidades diarias de producción. Los límites a considerar son los mostrados en la tabla de requerimientos, excepto para las semanas de la 28 a la 31 de 2020 en las que la demanda mínima se reduce a la mitad y nunca puede haber menos de un trabajador por línea, y por lo tanto los mínimos se corresponden con 3 y 1 para esas fechas en los productos 1 y 2, respectivamente.
8. No trabajar más de 28 fines de semana al año: Los trabajadores no debe tener más de 28 fines de semana planificados en el año. Para administrarlos bien siempre deben estar planificados los dos días del fin de semana, es decir, si hay un turno, por ejemplo, el sábado también debe haber turno el domingo.
9. Fines de semana continuos de trabajo: No deben trabajar más de 3 fines de semana continuos.
10. Turnos posibles: La fábrica produce las 24 horas del día, por ese motivo hay 3 turnos de 8 horas, denominados mañanas (M), tardes (T) y noches(N), y no se puede planificar dos turnos en el mismo día para el mismo trabajador. Estos turnos durante los fines de semana se denominan como FM, FT y FN.
– Definición 1 (Secuencia). Se define como una secuencia al conjunto de turnos entre días libres, festivos, o días reservados.
11. Secuencia máxima: Una secuencia no puede tener más de 10 turnos seguidos.
12. Descansos: Los trabajadores han de tener al menos 2 días de descanso continuos entre secuencias. Ej. M, M, M, M, M, **L, L**, T, T, T, T, T, T, T, T, T, **L, L, L.**
13. Secuencias de un mismo turno: No debe existir mezcla de turnos en una misma secuencia. Por ejemplo, la siguiente secuencia es incorrecta: M, M, N, N, T, L, L, T, T, T, T, N. Lo correcto sería, por ejemplo: M, M, M, M, M, L, L, T, T, T, T, T, T, T, T, T, L, L, L. Sí se pueden combinar en la misma secuencia el mismo turno entre semana y el fin de semana.
14. Restricciones de conciliación familiar: Algunos trabajadores tienen sus singularidades en la planificación.
– El empleado 2 y el empleado 3 descansan el mismo día.
– El empleado 30 y el 41 no coinciden nunca en el mismo turno.
– El empleado 33 y el 39 no coinciden en el mismo turno, y si 33 hace noches el 39 sólo puede hacer tardes.
– El empleado 38 y el 42 no coinciden nunca en el mismo turno, y además ninguno de los dos hace noches.
15. Hay limitaciones específicas para algunos trabajadores que no pueden hacer turnos concretos, tal y como se definen en las siguientes líneas:
– Empleado 40 no puede trabajar ni fines de semana ni tardes ni noches.
– Empleado 48 sólo puede trabajar fines de semana o mañanas.
16. Turnos semanales de envasado: Los trabajadores de la sección de envasado tiene turnos preestablecidos semanales de acuerdo con la información de la tabla con los turnos de personal de envasado.

Estos condicionantes son específicos de una fábrica concreta, y pueden no coincidir con la organización de turnos en otras fábricas. Sin embargo, la ventaja del modelado que proponemos es que nos podemos adaptar fácilmente a otro tipo de planificaciones y desarrollar algoritmos *ad hoc* para cada problema y/o fábrica. El desarrollo de un algoritmo para “todo” en este contexto, que es precisamente lo que ofrecen las empresas con productos de gestión de personal, es sumamente complejo y no proporciona soluciones satisfactorias en problemas tan complejos como el que se presenta.
CONCLUSIONES Y RESULTADOS
A los beneficios obtenidos por la compañía descritos al principio de la entrada utilizando estos modelos basados en programación matemática lineal entera mixta somos capaces de generar planificaciones que cumplan todos los requisitos exigidos sacando el mayor aprovechamiento de la plantilla. Pero eso no es todo, el mismo modelo permitiría además:
1. Hacer análisis más detallados sobre la adecuación de la plantilla en términos de dimensionamiento para encontrar el número óptimo de trabajadores.
2. Diseñar una estrategia de formación que aumente la polivalencia maximizando el aprovechamiento de la plantilla.
3. Mejora del aprovechamiento de los recursos propios y reducción del número de horas pagadas a empresas de Empresas de Trabajo Temporal para cubrir las necesidades de la empresa.
En conclusión y como ya hemos dicho con anterioridad, automatizar el procedimiento de creación de turnos nos permite reducir las fricciones con los trabajadores al cumplir tanto con la legislación como con el convenio, reducir al máximo el tiempo que la persona encargada tenga que dedicar a planificar los turnos de forma que pueda dedicar su tiempo a tareas de mayor valor. En este caso se calculó que la persona dedicada a hacer turnos dedicaba entre un 10% y un 15% de su tiempo anual a realizar este cuadrante al cual hay que sumar el tiempo dedicado en los reajustes producidos por contratiempos.
En este caso y por requerimientos del cliente se efectuó una planificación anual pero si el procedimiento requiriera otra granularidad temporal no sería ningún problema y se podrían seguir cumpliendo todas las restricciones impuestas, tales como horas trabajadas en el año, días de vacaciones, turnos realizados, restricciones por conciliación, etc. y todo ello en un proceso completamente automatizado.
{kind=link}
{kind=link}
{kind=link}